


| סטייל | טעכניש | מאַטעריאַל | נאָרמאַל | גראַדע | באַניץ |
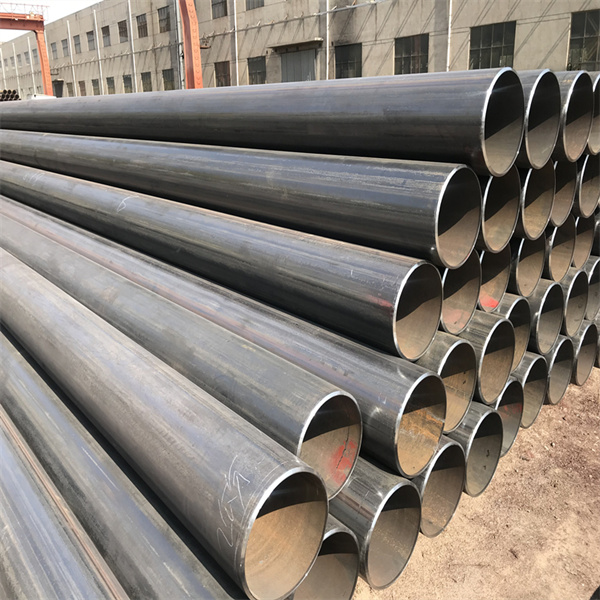
| עלעקטריק קעגנשטעל וועלדעד (רוו) שטאָל רער | הויך פרעקווענסי | טשאַד שטאָל | API 5L PSL1 & PSL2 | GR.B,X42,X46,X52,X60,X65,X70, עטק | טראַנספּאָרטאַטיאָן פון ייל און גאַז |
| ASTM A53 | GR.A ,GR.B | פֿאַר סטרוקטור (פּילינג) | |||
| ASTM A252 | גר.1, גר.2, גר.3 | ||||
| BS EN10210 | S275JRH,S275J0H,S355J0H,S355J2H, עטק | ||||
| BS EN10219 | S275JRH,S275J0H,S355J0H,S355J2H, עטק | ||||
| JIS G3452 | SGP, עטק | טראַנספּאָרטאַטיאָן פון נידעריק-דרוק פליסיק | |||
| JIS G3454 | STPG370, STPG410, עטק | טראַנספּאָרטאַטיאָן פון הויך-דרוק פליסיק | |||
| JIS G3456 | STPG370, STPG410, STPG480, עטק | הויך טעמפּעראַטור שטאָל פּייפּס |


רער אָרדערד אונטער דעם ספּעסיפיקאַטיאָן איז פֿאַר דרוק דינסט ביי אַ דערנענטערנ מאַקסימום טעמפּעראַטור פון 350 ℃.



נאַקעט רער, שוואַרץ קאָוטינג אָדער הייס טונקען צינק-קאָוטאַד (קאַסטאַמייזד);
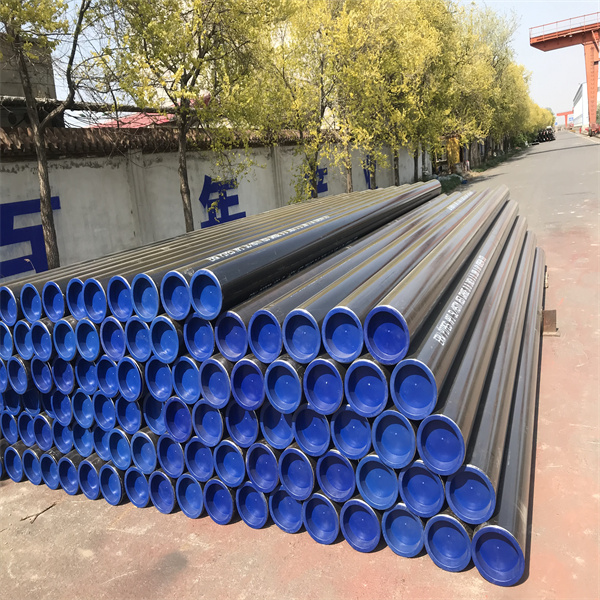
אין בונדלעך מיט צוויי וואַטע סלינגז;
ביידע ענדס מיט סוף פּראַטעקטערז;
קלאָר סוף, בעוואַל סוף (ווען פארלאנגט דורך די קוינע און S≤22מם, די רער סוף פון זאָל זיין בעוואַלד, גראַד: 30 ° (+5 ° ~ 0 °), און די וואַנט גרעב פון די וואָרצל איז נישט רידוסט מיט <2.4 מם.);
מאַרקינג.
רער סוף פּראַטעקשאַן
מאַרקינג אויף פּייפּס

מאַרקינג אויף פּייפּס
גראַד און כעמישער זאַץ (%)
| גראַדע | C≤ | Si≤ | Mn | P≤ | S≤ |
| STPG370 | 0.25 | 0.35 | 0.30~0.90 | 0.040 | 0.040 |
| STPG410 | 0.30 | 0.35 | 0.30~1.00 | 0.040 | 0.040 |
|
|
|
|
|
|
|
| מעטשאַניקאַל פּראָפּערטיעס | ||||||
| גראַדע | טענסאַל שטאַרקייַט | טראָגן שטאַרקייַט | פארלענגערונג % | |||
| ען/ מ㎡ | ען/ מ㎡ | No.11 אָדער No.12 פּרובירן ברעקלעך | נומ 5 פּרובירן ברעקלעך | נומ 4 פּרובירן שטיק | ||
|
|
| לאַנדזשאַטודאַנאַל | טראַנזווערס | לאַנדזשאַטודאַנאַל | טראַנזווערס | |
| STPG370 | 370 מין | 215 מין | 30 מין | 25 מין | 28 מין | 23 מין |
| STPG410 | 410 מין | 245 מין | 25 מין | 20 מין | 24 מין | 19 מין |



טאָלעראַנץ פון OD און WT
| אָפּטייל | טאָלעראַנץ אויף OD | טאָלעראַנץ אויף WT | ||
| קאַלט פאַרטיק ERW שטאָל רער | 24A אָדער אונטער | +/-0.3 מם | אונטער 3 מם
3 מם אָדער העכער | +/-0.3 מם
+/-10% |
| 32A אָדער העכער | +/-0.8% |
|
| |
| פֿאַר פּייפּס פון נאָמינאַל גרייס 350 אַ אָדער העכער, די טאָלעראַנץ אויף OD קען זיין באשלאסן דורך די אַרומנעם לענג.אין דעם פאַל, די טאָלעראַנץ זאָל זיין +/- 0.5% | ||||

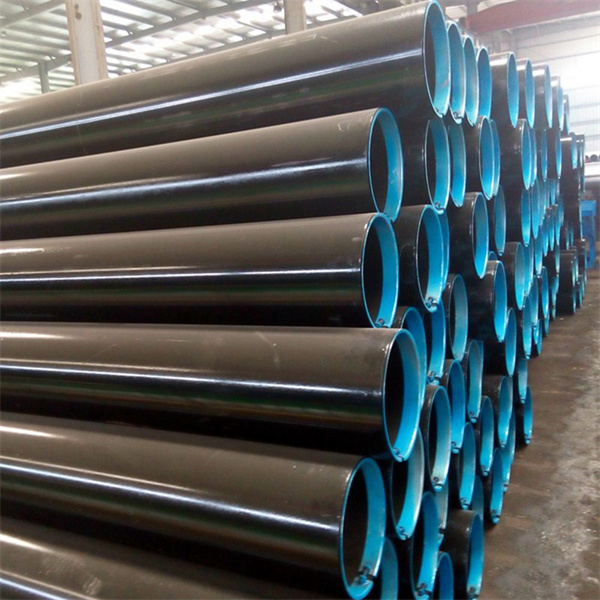
ERW וועלד רער שיף צו מאַלייַסיאַ

ERW וועלד רער שיף צו פיליפינען





